Тежка стенна стоманена тръба



Производственият и производственият процес на безшевни стоманени тръби с тежки стени може да бъде разделен на студено изтегляне, студено валцуване, горещо валцуване и горещо разширение.Материалите на стоманената тръба са 10, 20, 35 и 45, които се наричат обикновена стоманена тръба.Според приложението тя може да бъде разделена на структурна безшевна стоманена тръба, безшевна стоманена тръба за транспортиране, безшевна стоманена тръба за котел, безшевна стоманена тръба с високо налягане за котел, безшевна стоманена тръба с високо налягане за оборудване за химически торове и безшевна стомана за тръба за геоложки сондажи;безшевна стоманена тръба за пробиване на нефт;безшевна стоманена тръба за крекинг на нефт;безшевна стоманена тръба за кораб;студено изтеглени и студено валцувани прецизни безшевни стоманени тръби;различни легирани тръби.Безшевната стоманена тръба се използва главно при механична обработка, въглищна мина, хидравлична стомана и др.

Суровината на безшевната стоманена тръба с дебела стена е заготовка от кръгла тръба.Заготовката за кръгла тръба се нарязва с машина за рязане, а заготовката с ръст от около 1 m се изпраща в пещта чрез конвейерна лента за нагряване.Заготовката се нагрява в пещ при около 1200 градуса по Целзий.Горивото е водород или ацетилен.Контролът на температурата в пещта е ключов проблем.След като кръглата тръба се изведе от пещта, тя трябва да премине през пробивач за налягане.Като цяло, по-често срещаният пиърсър е конусният ролков пиърсър.Този вид пробивач има висока производствена ефективност, добро качество на продукта, голямо разширение на диаметъра на перфорацията и може да носи различни марки стомана.След пробиване, кръглата заготовка се валцова последователно чрез три валцова кръстосано валцуване, непрекъснато валцуване или екструдиране.След екструдирането тръбата трябва да се отстрани за оразмеряване.Машината за оразмеряване завърта конусното свредло в стоманената заготовка с висока скорост, за да образува стоманена тръба.
Вътрешният диаметър на стоманената тръба се определя от дължината на външния диаметър на свредлото на машината за оразмеряване.След оразмеряването стоманената тръба влиза в охладителната кула и се охлажда чрез водна струя.След охлаждане стоманената тръба ще бъде изправена.След изправяне стоманената тръба се изпраща към металния дефектоскоп (или хидравличен тест) чрез конвейерна лента за вътрешно откриване на дефекти.Ако има пукнатини и мехурчета вътре в стоманената тръба, тя ще бъде открита.След проверката на качеството на стоманените тръби е необходим строг ръчен избор.След проверка на качеството на стоманената тръба, номерът, спецификацията и номерът на производствената партида се напръскват с боя.Повдига се в склада с кран.
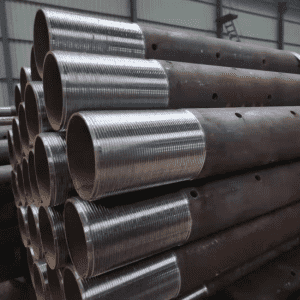
ТЕЖКА СТЕНА БЕЗШЕВНА СТОМАНЕНА ТРЪБА
Устойчив на износване Самосмазване Висока химическа устойчивост Различни размери и тип
Производственият и производственият процес на безшевни стоманени тръби с тежки стени може да бъде разделен на студено изтегляне, студено валцуване, горещо валцуване и горещо разширение.


Материалите на стоманената тръба са ASTM 179, A106Gr.B, 1035 и 1045, които се наричат обикновена тръба от въглеродна стомана.
Материалите на стоманената тръба са ST52, ASTM 5140,4140,4135,12XMФ, които се наричат обикновени тръби от легирана стомана.
ASTM A106Gr.B химичен състав и механични свойства

ASTM 1045 химичен състав и механични свойства

ASTM A179 химичен състав и механични свойства


Еднаква дебелина

ЛЕГИРАНА ТЕЖКА БЕЗШЕВНА СТОМАНЕНА ТРЪБА